
服务热线
0510-85386691




| 三维精密可视化技术对动力总成零部件精密制造带来的变革 |
| 发布者:admin 点击:3800 发布时间:2017-2-16 |
1.概述
随着汽车消费市场需求逐年升级,加之各国政府对车辆燃油经济性和排放等指标的监管和控制日趋严格,汽车动力总成系统的性能、质量、可靠性、及成本等已经成为了各个汽车生产商所关注的核心问题之一。
而在各国广泛的汽车行业中,由于多年积累的企业管理模式,导致了产品设计部门与制造部门对于产品的关注点有着很大的不同。产品设计部门通常更关注于产品的性能设计,但对零件公差要求与性能指标的关系缺乏理论上的指导,加之对实际制造工艺缺乏深入的理解,所以在制定零件公差要求时往往取决于历史经验,这往往造成为满足零件图纸上不必要且过于严格的公差要求导致制造成本、制造难度以及废品率的增加。而产品制造部门更关注的是为了达到设计要求的制造产量,但是为了满足设计要求,产品制造部门往往会选择最容易满足条件的检测技术,而且在受到丰田制造系统对在生产过程中作为非增值但必要的测量环节实行尽量压缩的误解,产品制造部门往往不吝于对先进加工设备进行投入,但对检测技术的挑选却普遍存在不当的取舍,这无疑对零件制造质量及一致性的控制造成了相当的真空。由于动力总成零部件的材料和加工成本高,所以这种现象在汽车动力总成行业中的体现尤为明显。
另外,在汽车制造行业高度协作化的今天,汽车制造商自己生产的零部件不超过20%,其他的全部由供应商提供。同时在日本全球可制造性(Monozukuri)理念的影响下,为了避免单一供应商导致产品供应链断裂的风险,汽车制造商通常都会制定对同一产品的多个、分级的供应商策略。不言而喻,这种现象对产品的质量控制也带来了进一步的挑战。而且,目前大部分汽车制造商对供应商零部件的质量通常仅依赖于供应商自己提供的产品质量抽检报告,汽车制造商自己并没有一个很有效的供应商零部件的质量控制手段,问题发现时常常已经发生了昂贵的零件召回,其质量成本和质量风险可想而知。
科惠力(Coherix)专利所有的各项可视化测量和检测技术,专注于汽车动力总成的精密加工和精密装配领域,通过对机加工零部件和装配体提供微米级精度的快速三维可视化全表面测量和检测,致力于为汽车动力总成的制造行业带来变革,并作为一种使能技术提升汽车动力总成的产品设计。具体其可视化技术带来的价值包括缩短新品和新线的投产时间、控制和改进产品质量、快速解决复杂制造问题、通过将生产零件的实时数据反馈给产品设计部门以优化产品设计及工艺参数、同时改善汽车生产商与供应商的协作关系。
2.技术简介
2.1.精密机加工
在动力总成精密机加工领域,科惠力使用独家专利所有的激光三维全息干涉照相技术ShaPix,关注的包括发动机缸体缸盖、自动变速箱阀体箱体、以及传动系统中的刹车盘、轮毂、轮圈等零部件的精密机加工平表面的几何形貌。ShaPix能以1分钟的时间在280 mm x 280 mm或150 mm x 150 mm视场范围内提供4百万个微米级精度的测量点,并将零件的几何形貌及刀具切削刀痕等三维波度微观信息以色彩图的方式直观的显示出来,零件表面没有遗漏信息,对超过视场范围的大型零件ShaPix可分次测量并进行无缝拼接。传统的接触式检测技术使用三坐标打点,零件测量编程设置复杂冗长,测量时间长,表面覆盖率低,无法适应现代化汽车量产的应用需求。
针对不同的应用环境及零件承重要求,我们提供了如图1所示的ShaPix产品系列:
 图1. 科惠力ShaPix产品系列:(a)适合实验室环境的可移动式ShaPix 1500,(b) 适合工厂工业环境测量小型零件和小排量发动机零部件的ShaPix 3700,(c) 适合工厂工业环境测量中型零件的ShaPix 3800,和 (d) 适合工厂工业环境测量大型汽车柴油发动机零部件的ShaPix 1200
如图2所示,发动机缸盖底面与缸体顶面进行配合,是影响发动机性能的一个至关重要的功能性表面,其表面几何形貌除了影响发动机的密封性能外,其加工的一致性也会影响到发动机的标定过程,从而直接影响汽车燃油经济性能。另外,其表面铣削刀痕也是影响发动机气密性即“三漏”(漏油、漏水、漏气)问题的一个关键表面微观因素。同时零件表面铣削刀痕的情况与加工刀具的磨损情况也有一定的相关性。目前在汽车动力总成制造行业,尤其是对以铸铁为主要零件原材料的柴油机行业,刀具成本是加工成本的一个最重要的因素,如何优化刀具寿命也是汽车制造商共同关注的问题。但为了确保零件表面质量,汽车制造商通常会根据刀具供应商的建议给予刀具的使用寿命一定的余量,这对刀具成本是一个很大的浪费,如果能通过对被加工零件铣削刀痕进行实时三维全表面可视化检测,加以建模分析,准确的预测换刀时间,这对汽车制造商将会提供极大的实用价值。科惠力的ShaPix三维可视化技术使这样的应用成为可能。
 图2. (a) V8发动机缸盖,(b) 科惠力ShaPix三维精密几何形貌,和 (c) 科惠力ShaPix全表面刀痕三维波度
与手动变速器相比,自动变速器给驾驶带来的便捷让其在国内的普及度越来越高。目前,装备自动变速器的汽车在国内乘用车市场所占的比例超过40%,而且随着市场的发展和用户对驾驶舒适性的追求,这一比例将会逐年升高。作为自动变速器中控制变速过程的“大脑”,阀体的设计和制造都是汽车制造商的一个技术挑战。如图3a所示,该阀体有着典型的复杂迷宫面设计和精密的几何形貌要求,如果迷宫面几何形貌不合格,装配后就会导致侧面的阀孔的圆柱度变形,从而导致液压阀在阀孔中卡死以致变速器失效。而如此复杂的迷宫面,用接触式技术进行检测,可以想见其繁冗的编程(几小时至数天)和测量时间(几十分钟)都无法支持如今高速高质量大规模量产的汽车生产环境。而如图3b所示,科惠力的ShaPix三维可视化技术在1分钟之内用三维色彩图的方式以微米级精度直观全面的反映零件的表面形貌,符合现代化汽车制造的发展方向。
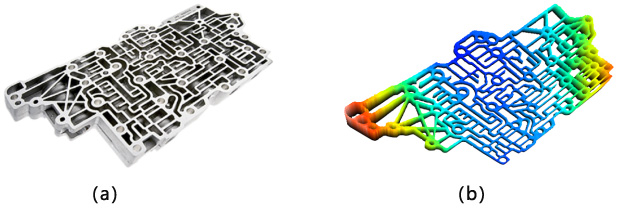 图3. (a) 自动变速箱阀体,和 (b) 科惠力技术三维精密几何形貌
刹车系统是汽车行驶过程中驾驶人对汽车动力及传动系统中最有直观感受的部分,任何几何形貌的偏差,都会通过振动、噪音的方式在刹车过程中被驾驶人直接感受到,从而影响驾驶人对车辆质量的总体认知;而且几何形貌的偏差还会加速摩擦零部件的磨损情况,减少其寿命。如图4所示,刹车盘的刹车面几何形貌、与基准面的平行关系,刹车面的厚度变化等等都是影响刹车装配体全跳动的关键性指标,行业中有些已经达到了几近苛刻的10 μm的公差要求。目前常用的检测工艺是接触式逐点测量,表面覆盖率低、精度差、其有限的信息量无法有效帮助其故障诊断过程。而如图4b中科惠力的ShaPix三维可视化检测结果则可以快速全表面反映多面关系,有效的客服了接触式测量的局限。
 图4. (a) 刹车盘,和 (b) 科惠力技术三维精密几何形貌
2.2.精密装配确认(防错)
精密机加工的零件要完成产品设计的最终功能,通常需要进行装配。由于动力总成系统的装配工艺过程复杂,人机交互大,经常会出现一些装配错误。在装配工艺的设计上如果没有办法100%可靠的避免错误的发生,就必须要有100%可靠的手段将可能出现的装配错误检测出来,否则动力总成系统的装配错误将会直接导致如汽车抛锚等严重影响汽车制造商声誉的质量问题。
举例说明,汽车发动机活塞销卡环的自动装配工艺,该工艺可能存在多种装配错误,如卡环漏装、卡环位置不对、卡环方向不对、多个卡环等,虽然该问题发生的概率不高,但是任何一种错误都将可能导致发动机运转过程中出现停机报废的严重问题,所以在发动机装配线上像这样的关键装配工序通常都会配有装配确认(防错)手段。目前常见的手段有人工确认、机械式确认、和二维机器视觉确认。人工确认方式由于人的主观随意性、情绪化、疲劳等因素总体可靠性差,目前已经在这些关键的装配工艺上逐渐被淘汰。而机械确认方式则无法将所有可能的活塞销卡环装配错误检测出来,如卡环方向不对、多卡环等。而二维机器视觉确认方式则是利用二维灰度图像的对比度,如亮对暗或暗对亮,但由于工厂环境光随季节的变化、零件颜色的变化、背景的变化等等,二维机器视觉在这些关键装配工艺上的使用效果并不理想,其高误报率给用户带来的困扰常常比其带来的效果更大。科惠力独家的Tru3D三维可靠在线装配确认(防错)软硬件技术则从根本上杜绝了这种装配错误流入到终端用户手中的可能性。图5a为发动机活塞销端面的二维机器视觉图,从该灰度图像中可以看出由于缺乏有效的对比度,无法准确可靠的判断活塞销卡环的装配状况。而图5b显示了Tru3D技术在一发动机装配线上的100%在线使用情况,通过实时抓取的丰富三维数据,配合独特的软件处理算法及各种不同判据做出强健可靠的判断。
 图5. (a) 活塞销卡环端面二维视图,和 (b) 科惠力Tru3D发动机装配线实际安装使用
图6为Tru3D对活塞销卡环装配体抓取的三维数据的横截面,通过图6a正确安装与图6b卡环缺失的Tru3D三维图像进行对比,Tru3D三维可靠装配确认(防错)技术的优势不言而喻。
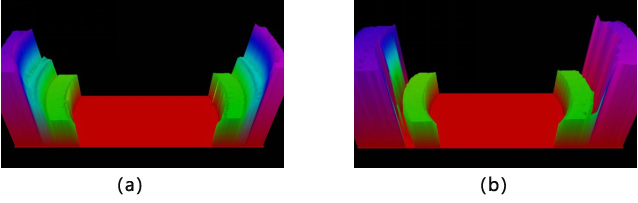 图6. 科惠力Tru3D活塞销卡环在线装配确认检测结果:(a) 卡环正确安装,和 (b) 卡环缺失
3.应用举例
3.1.加快新品上线时间
在汽车制造行业中,因为批量大,所以汽车生产商对生产工艺的调试慎之又慎。一个动力总成新产品从加工原型件到大规模量产都有一个严格且漫长的过程,目前周期大都在1年以上,期间物料、人员、和时间投入巨大。科惠力ShaPix的三维可视化信息则可以帮助客户显著缩短调试时间,大量减少物料和时间成本,加快产品投入市场的过程。
图7为自动变速箱阀体迷宫面的一个铣削工艺调试过程,其迷宫面的形貌公差要求为50 μm. 图7a为第1个原型件试切后的表面几何形貌,平面度为89 μm,黑色箭头代表了进刀方向。基于这样丰富直观的三维视觉信息,制造工程师迅速断定是由于夹紧力过紧,阀体加工后回弹导致的。在减小夹紧力后,试切第2个原型件的几何形貌如图7b所示,平面度减小为37 μm。进一步减小夹紧力并降低机床主轴扭矩,试切第3、4个原型件得到的几何形貌如图7c所示,平面度减小为32 μm。改变进刀方向,并进一步优化其他机床参数,试切第5、6个原型件得到的几何形貌如图7d所示,平面度降至17 μm——达标,调试结束。在ShaPix即时三维可视化信息的指导下,整个过程客户只用了6个原型件,4天时间,相比之下该调试过程使用传统方法则需要上千个原型件,几个月的时间,时间和材料成本的节省超过数百万美元。
 图7. 自动变速箱阀体铣削工艺调试过程:(a) 第1个原型件 – 89 μm,(b) 第2个原型件 – 37 μm,(c) 第3、4个原
型件 – 32 μm,和 (d) 第5、6个原型件 – 17 μm
3.2.柴油机缸盖机加工和装配变形研究
有了ShaPix三维全表面可视化信息作为指导,优化加工工艺参数以改进零件表面质量成为可能。图8所示为5.3升柴油发动机缸盖顶面的几何形貌研究。图8a为其精铣后的自由状态,整体的几何形貌为60 μm,这反映出该客户对其加工工艺有着相当好的控制。然而,不难看出,整个顶面的几何形貌呈现出如高亮处显示的一个周期性变化,经与美国密歇根大学吴贤铭先进制造研究中心共同研究发现,该现象是由于零件材料周期性的不连续性,导致铣削过程中切削力发生周期性突变,从而引起了零件表面形貌的周期性变化。通过建模分析及实验验证,该研究创造性的提出了动态调整进给率,对加工过程中材料去除率的波动进行补偿,从而将切削力维持在一个稳定的水平,从而可以降低由于零件几何形状设计导致的加工误差。
另一个发现是如图8b所示,将缸盖顶面按照设计要求的螺栓紧固顺序和扭矩将缸盖与缸体装配后其顶面的形貌发生了显著的变化,整体平面度实测由自由状态的59 μm变为紧固状态的125 μm,而且表面的拓扑结构变化明显,周期性的低点由原来的机加工材料缺失处变为螺栓的紧固处,如图8b中蓝色的高亮直线所示,而远离螺栓紧固点则相应成为了高点,如红色高亮直线所示。这个研究可以有效的与有限元分析进行结合,一可以验证有限元仿真的结果,二将零件实测数据而不是零件理想化的设计模型输入有限元软件中进行零件性能仿真,其结果将更具有实践指导意义。
 图8. 柴油发动机缸盖顶面:(a) 机加工后自由状态的实测结果 – 59 μm,和 (b) 上螺栓紧固后装配状态的实测结果 – 125 μm
3.3.发动机漏油故障解决
一发动机制造商发现其产品存在漏油问题,经调查发现,漏油位于其冷油器(Oil Cooler)和油底盘(Oil Pan)的装配面上。但是使用传统的接触式三坐标打点检测手段对两个零件的接合面分别进行分析,都无法确定导致漏油问题的根源。使用ShaPix三维全表面可视化检测技术对两个零件的接合面进行分析,其检测结果如图9所示。根据零件的设计公
 差,ShaPix的检测结果也均符合要求。但是,经过进一步对几何形貌的仔细分析发现,冷油器接合面的最突出点在零件表面的中心,而油底盘接合面的最突出点也在该表面的中心,在装配过程中,两个表面的高点正好相互挤压,使冷油器的高点附近出现破裂,导致漏油。问题找到后,发动机制造商与零件供应商合作修改了其制造工艺,改变了冷油器的几何形貌,从根本上避免了类似问题的再次发生。这一问题也启发了零件设计公差的一个新思维,在传统的平面度参数无法有效与零件功能特性进行关联的情况下,需要定义一个从设计到制造都能更好描述零件装配密封性能的表面形貌参数即——形貌度(Shapiness),并将此参数在汽车制造商的产品设计部门进行推广,这也是我们和密歇根大学正在合作进行的一项课题。
4.结论
科惠力公司的多项三维可视化技术作为一种使能技术,通过对精密机加工的零部件和对精密装配的零部件的快速三维可视化检测,提供全表面高精度的直观三维视图,配以高度智能化的软件数据处理算法,能为汽车动力总成精密机加工和精密装配的传统行业标准带来变革。作为福特汽车公司“亨利 福特技术奖”的荣誉获得者,并与密歇根大学有着紧密合作的高科技企业,科惠力公司致力于为汽车制造行业提供先进的可视化技术和解决方案,并为客户在提升质量、降低成本、改进工艺、优化产品设计等方面做出实时贡献。
无锡瑞埃德检测科技有限公司
www.rely-measure.com
sales@rely-measure.com
180-2116-5757
专注于意大利Vici Vision轴类及扁平类零件光学测量设备和台湾Mitcorp工业内窥镜的销售和服务,并致力于将其它先进光学测量技术如Coherix平面3D测量技术引入国内市场 ! |
| 上一页:精准高效测量从这里开始-意大利Vici Vision MTL1 震撼登场 ! |
  |
相关新闻:
|
