



服务热线
0510-85386691




| 工业CT在模具行业的应用丨RX Solutions |
| 发布者:admin 点击:2272 发布时间:2020-5-27 |
# RX SOLUTIONS 计算机断层扫描(工业CT)设备 #
工业CT也叫计算机断层扫描技术,是利用X射线直接照射到测试件上,捕获测试件内部和外部的完整、精确的图像。其工作原理可以简单概括为:从X射线源发射出来的X射线对在X射线源和检测器之间做平移运动的被检测物体进行扫描,在一次扫描结束后,被检测物体旋转一个角度再进行下一次扫描,直至完成整个工件的扫描,即可得到被检测物体的某一断面的若干组数据。
这些信息数据经过计算机计算、处理,重新建立一个完整的断面图像显示在监视器上,而所有的断面就可以组成一个完整的三维立体图像。工业CT扫描技术非常适用于测量一些复杂、高精度的注塑成型制件,此外,该技术还可在不进行拆卸或者切割的前提下对组装件的内部特征进行测量。
1、引言
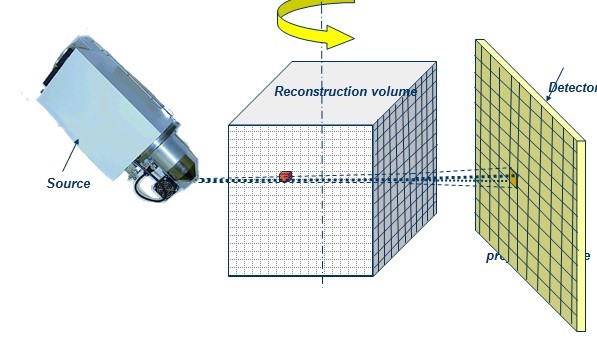
工业CT技术广泛应用于医疗领域,使用效果非常优秀,在模具行业的应用也在快速发展,下面列举一些工业工业CT的应用实例。其原理图详见下图所示。
# 工业CT原理图 #
2、封闭注塑件的内部测量
一些注塑件在完成注塑后已经把外表面封死,但内部的结构件公差是否符合要求,装配是否到位,连接处质量是否达到设计要求,用传统的接触式仪器和光学仪器由于探头和光都无法达到注塑件的内部都无法测量工业CT利用X光穿透注塑件表面直达内部进行扫描,从而得到完整的三维立体图像,在显示器上行程四维图形(X、Y、Z方向加时间),可以选取结构件上X、Y、Z方向任意选取一个截面进行观察、测量如下图所示,清晰准确的获得该注塑件的完整信息。
3、快速模具修正
随着模具工业的发展,产品几何结构日趋复杂,同时对于几何计量也提出了更高的要求,而对于复杂几何结构的产品,注塑后的塑料制品面临收缩极不均匀的问题。因此,解决这一问题的关键在于设计模具的时候,事先对样品可能发生的收缩量进行充分预测,然后通过对模具的修正,以获得尺寸精确的塑料制品。工业CT则可以快速而准确地进行几何尺寸和形位公差评定,同时可通过与CAD数模进行对比分析,得到彩色偏差图与偏差修正数据,可大大加快模具的修正速度,缩短注塑模具的开发周期。当处理一个复杂的三维轮廓时,往往需要成千上百万个点才能得到准确的几何形状,而使用传统的坐标测量方法在制品上产生这些点要花费较长的时间。
// 扫描图与设计图比对实例 //
即便如此,仍然无法确定是否漏掉了产生精确表面模型所需要的某些点,而使用工业CT却可以短时间获取近乎百分之一百的外部与内部数据,通过与CAD模型进行对比,可为模具设计人员快速而准确地提供型腔的修正位置与修正量。采用传统方法时,通常要经过数月的周期并反复进行各类测试与模具的反复调整,而使用工业CT技术后,仅用数天就完成了所有的工作,并推出了新的产品,使用工业CT技术可快速准确地完成对模具的修改工作,同时也加快了产品的上市时间,大大提高企业的经济效益。
4、对完成装配的结构件进行测量,提高模具精度
通常的测量方法也很难测量装配完成的部件,除了测量点的数量受限,使用探头和其他测量方法无法测量接触不到的位置。通过工业CT可以获得了性能非常好的测量仪器和修正结果,在汽车大灯的制造中。然而,制造透镜和反光镜并不是简单的事情。产品不仅要求像玻璃一样纯净,而且表面质量要求也十分苛刻。他们必须绝对平摊且彼此之间的角度满足要求。2%毫米的偏差就意味着损失30%的光量。因此,最终产品的光学功能平面要满足极高的表面精度这些要求大多是通过模具来实现的,其必须具备极高的可靠性。首先每个零件可以单独分离 制作成STL点云,然后所有零件尺寸的测量,再装配位置测量(CAD比对)最后变形量测量与CAD比对,通过比对指导模具修正,提高产品精度。
5、材料内部缺陷探测
市场上存在一些产品质量不达标的模具原材料,质量纠纷在所难免。肉眼只能发现一些表面缺陷,超声波、射线检测虽然能够检测出材料的内部缺陷,但显示结果不够明显直接。用过工业CT可以精确测出缺陷的位置、大小、形状和分布,为解决纠纷提供直接有力证据。
6、压铸模孔隙率测量
铸件现已广泛应用在航空、航天领域,包括铝合金、镁合金、钛合金和高温合金等。同锻造和毛坯加工成形工件相比,铸件成本低,且能制成非常复杂的形状,这是加工技术难以做到的。大部分铸件中都有缺陷,有些甚至很严重以致影响到整个铸件的性能。因此必须进行无损检测以保证其质量。对于铸件的内部质量检测,已成熟且常规的方法是胶片射线照相法。通常能发现的铸件内部缺陷包括缩松、缩孔、气泡及夹杂等。根据射线照相结果对铸件的内部缺陷进行分级,做出合格或不合格的判定。但对于外形及内部结构复杂且不规则的铸件,已不适合用X-射线照相法(RT)或超声方法(UT)进行内部缺陷探伤。而工业CT可以不受试件结构形状的影响,CT同RT相比通常能提供更多的缺陷信息。
// 压铸件孔隙率 //
这是因为在RT中会有信息的重叠,从而降低了灵敏度,而在CT中可以消除这些因素。CT能确定被检试件内疏松、气孔、缩孔及裂纹的尺寸和位置。对于缺陷的分类和评估,深度信息是非常有用的。由于通过工业CT可得到试件的全部空间信息和缺陷位置,可以更准确地判定缺陷,减少误判或漏判。但是在目前的CT无损检测中,主要是通过观察一组二维切片图像去发现损伤部位,往往需要借助工程人员的经验来判定。至于准确的确定损伤部位的空间位置、大小、几何形状,仅通过观察二维切片图像是很难实现的。压铸件的孔隙率将严重影响产品使用寿命,精确测量空隙的位置和分布,对模具设计和改进具有重大意义。
7、逆向工程
逆向工程,有的人也叫反求工程,英文是reverse engineering。逆向工程大意是根据已有的东西和结果,通过分析来推导出具体的实现方法。
无锡瑞埃德检测有幸成为RX-SOLUTIONS中国区市场拓展伙伴,将努力为大家提供最好的服务和产品,助力中国产业提升。更多应用分享将陆续推出,敬请持续关注公司官网(www.rely-measure.com),或关注微信公众号:瑞埃德检测(ID: rely-measure)。
感谢您的阅读。 瑞埃德光学检测,是您工业4.0的优秀选择。 计算机断层扫描,是能看到您样品内部的唯一无损检测技术。
|
| 上一页:自动影像测量仪遇到故障怎么办? 下一页:一键式影像测量仪的工作原理有哪些特点? |
  |
相关新闻:
|
